Страница: 6/12
ОБЪЕМ ПОСТАВКИ
Механическое оборудование рабочей клети дуо блуминга «900» поставляется комплектно с электрооборудованием, трубопроводами, проводковой арматурой, анкерными болтами, смазочной аппаратурой в пределах клети и другими материалами, согласно описанию и спецификации.
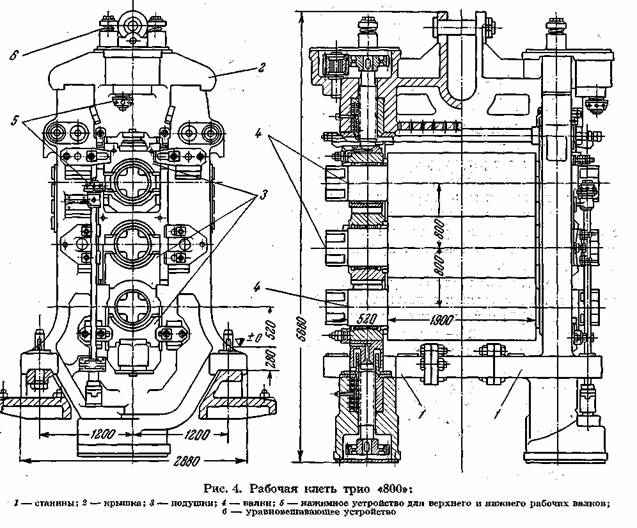
114102. РАБОЧАЯ КЛЕТЬ ТРИО «800»
Рабочая клеть трио «800» предназначена для чистовой прокатки рельсов от 43 до 75 кг/пог. м, швеллеров от № 20 до № 40, двутавровых балок от № 20 до № 60, круглой заготовки диаметром до 200 мм, квадратной заготовки до 200 X 200 мм и полосы шириной до 300 мм из профилированных заготовок, получаемых с обжимной линии стана «900».
Рабочая клеть трио состоит из двух станин, крышки, комплекта подушек и валков, нажимных устройств для верхнего и нижнего рабочих валков и уравновешивающего устройства.
Станины — клети открытой конструкции со стойками прямоугольного сечения, из стального литья. .
Крышка клети стального литья крепится к станинам при помощи специального клинового соединения.
Подушки рабочих валков —из стального литья, с вмонтированными в них текстолитовыми вкладышами.
Рабочие валки — кованые, стальные.
Нажимное устройство для верхнего, валка, состоящее из двух винтов с цилиндрической зубчатой передачей, смонтированной в коробке крышки клети, обеспечивает вертикальную установку валка от ручного привода.
Нажимное устройство для нижнего валка также состоит из двух винтов и .цилиндрической зубчатой передачи, смонтированной в станине клети, и обеспечивает вертикальную установку нижнего валка от ручного привода.
Установка валков в осевом направлении производится при помощи прижима, закрепленного на станине болтами. Прижимы упираются в подушки, а в хвостовой своей части имеют регулировочный винт, который, в свою очередь, упирается через вставку в тело станины.
Средний валок - неподвижный, он упирается своими подушками в выступы станин и крышку клети.
Уравновешивающее устройство верхнего валка — пружинное, через тяги, проходящие через крышку клети и закрепляемые с помощью клиньев в бугелях.
Перевалка валков производится комплектно клетью, которая снимается краном за проушины крышки клети с рабочей линии стана на стенд, откуда подготовленная клеть с валками, подушками и проводковой арматурой устанавливается мостовым электрическим краном на рабочую линию стана.
Рабочая клеть трио «800» установлена в чистовой линии стана в количестве Двух комплектов и расположена в одну линию.
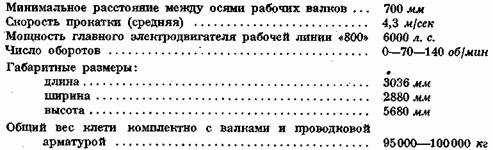
Привод обеих рабочих клетей осуществлен через шестеренную клеть трио «800», промежуточные шпиндели и главную муфту от электродвигателя постоянного тока мощностью 6000 л. с. с регулируемым числом оборотов 0—70—140 об/мин.
Шестеренная клеть, промежуточные шпиндели и главная муфта предназначены для передачи вращения от электродвигателя к рабочим валкам клети.
Рабочие клети чистовой линии стана с обеих сторон оборудованы качающимися столами с «исчезающими» манипуляторами и кантователями, предназначенными для задачи полосы в рабочие валки клетей, приема ее после прокатки и производства манипуляций кантовки на них.
Кроме того, обе клети оборудованы с обеих сторон раскатными рольгангами и шлеп-перами для перемещения полосы от одной рабочей клети к другой.
Смазка зубчатого зацепления нажимных устройств — густая, закладная, а других трущихся соединений — ручная, через пружинные масленки. Смазка шеек валков и их охлаждение производятся технической водой от водопроводной магистрали. 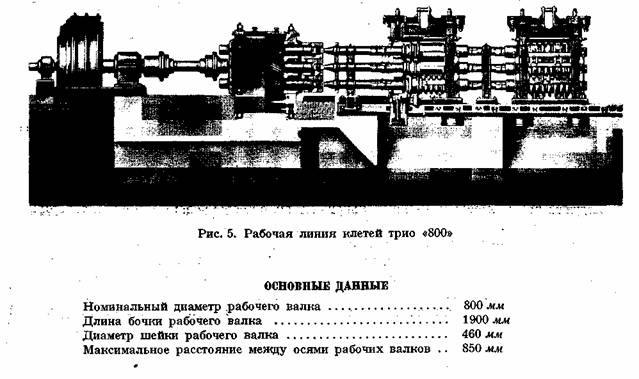
ОБЪЕМ ПОСТАВКИ
Механическое оборудование рабочей клети трио «800» поставляется комплектно с электрооборудованием, трубопроводами, проводковой арматурой, анкерными болтами, плитовинами, смазочной системой в пределах клети и другими материалами, согласно описанию и спецификации.
Реферат опубликован: 25/06/2006