Страница: 4/4
Формула производительности сварки.
Под формулой производительности сварки понимают формулу:
G = KH * ICB, [G] = [г/ч];
KH - коэффициент наплавки, ICB – сила сварочного тока
Роли сварочной проволоки и флюса при автоматической сварке под слоем флюса.
При автоматической сварке флюс играет роль электродного покрытия, а проволока – электрода. При автоматической электродуговой сварке дуга возникает между торцом проволоки и свариваемыми деталями
20 . Автоматическая электродуговая сварка применяется при сварке длинных прямых швов. Применение автоматической сварки ограничивается именно тем, что сварочный трактор может перемещаться только по прямым рельсам. Кроме того за сварочным трактором должен перемещаться сварочный трансформатор, что также делает данный тип сварки неудобным для массового применения. Именно поэтому данный тип сварки применяется только на производствах.
Основные типы сварочных шовных соединений.
Шовная сварка – разновидность контактной сварки, при которой между свариваемыми заготовками образуется прочное и плотное соединение. Электроды выполняются в плоских роликов, между которыми пропускаются свариваемые детали.
Основные типы соединений, получаемые шовной сваркой:
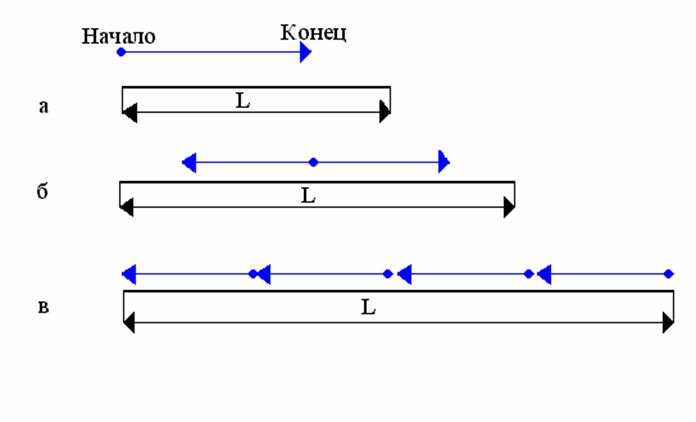
Основные схемы наложения сварных швов.
Напроход (а), применяется при L £ 250 мм;
От центра к краям (б), применяется при 250 £ L £ 500 мм;
Обратноступенчатая (в), применяется при L ³ 500 мм.
Реферат опубликован: 24/03/2008