Страница: 3/7
2. 1. 4. Продукты доменного производства
Современная доменная печь поглощает большое количество шихтовых материалов и воздуха. Так, для производства каждых 100 т передельного чугуна необходимо в среднем подать в печь 190 т железной руды (включая агломерат), 95 т кокса, 50 т известняка и около 350 т воздуха. В результате кроме 100 т чугуна получается около 80 т шлака и 500 т доменного газа.
В доменных печах выплавляют:
1. Передельный чугун (80 ― 90 % всего производства чугуна);
2. Литейный чугун (8 ― 17 %);
3. Специальные чугуны, или доменные ферросплавы (2 ― 3 %).
Состав шлака зависит от состава шихты и марки чугуна.
После доменной печи, чугун попадает в сталеплавильный цех.
2. 2. Производство стали
В настоящее время сталь производят в трёх типах плавильных агрегатов ― конверторах, мартеновских и электрических печах.
В качестве металлических шихтовых материалов используют: жидкий чугун и стальной лом (в конверторах); жидкий и твёрдый чугун со стальным ломом в мартеновских и электрических печах и иногда один стальной лом (в электрических печах). Кроме того, в состав шихты входят известь и другие шлакообразующие вещества, раскислители, железная руда и легирующие добавки.
Для изготовления нашей детали, используется сталь, выплавленная в мартеновской печи.
2. 2. 1. Мартеновское производство стали
Газ и воздух по каналам 1 и 2 подводят к газовому клапану 10, а затем смесь по каналу 5 поступает в регенератор 6. Вентилятором 3 по каналу 4 воздух подводится к воздушному клапану 9, от которого по каналу 8 поступает в регенератор 7. Насадка регенераторов, нагревается до 1500 ― 1550˚С, отдаёт тепло проходящим через них газу и воздуху. Нагреваясь в регенераторах до 1200˚С, газ и воздух по вертикальным каналам поступают в головки печи для образования газовоздушной смеси, которая и сгорает в рабочем пространстве. Продукты горения из рабочего пространства печи через правые головки направляются в регенераторы 16 и по каналам 15 и 11 поступают в трубу 12.
Когда огнеупорная насадка в регенераторах 6 и 7 начнёт остывать, направление движения газа и воздуха изменится. Клапаны 9 и 10 закрываются, а левые клапаны 14 и 13 открываются. При этом насадка регенераторов 16 будет нагрета до 1200 ― 1300˚С теплом отходящих продуктов горения. После перекидки клапанов продукты горения пойдут через насадку регенераторов 6 и 7.
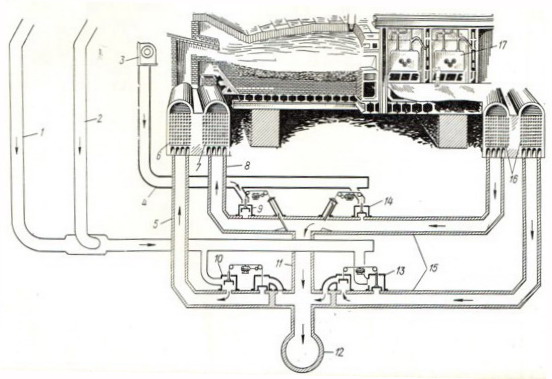
Рис. 2. Схема устройства и работа мартеновской печи ёмкостью 500 т
Большинство мартеновских печей работает на смеси природного газа и мазута.
Шихтовые материалы (скрап, чугун, флюсы) загружают в печь через завалочные окна 17. Разогрев шихты, сплавление и нагрев металла и шлака происходит при контакте плавящихся материалов с факелом горящих газов. Готовую сталь выпускают через отверстие, расположенное в самой низкой части подины печи. На время плавки это отверстие забивают огнеупорной глиной.
После того, как выплавили сталь, её разливают в изложницы.
2. 3. Разливка стали
 По степени раскисления сталь разделяют на спокойную, кипящую и полуспокойную. При полном раскислении получается спокойная сталь (весь кислород находится в связанном состоянии), а при неполном раскислении ― кипящая сталь. При разливке кипящей стали выделяется окись углерода (сталь кипит в изложнице). Полуспокойная сталь занимает промежуточное положение между кипящей и спокойной сталями.
По степени раскисления сталь разделяют на спокойную, кипящую и полуспокойную. При полном раскислении получается спокойная сталь (весь кислород находится в связанном состоянии), а при неполном раскислении ― кипящая сталь. При разливке кипящей стали выделяется окись углерода (сталь кипит в изложнице). Полуспокойная сталь занимает промежуточное положение между кипящей и спокойной сталями.
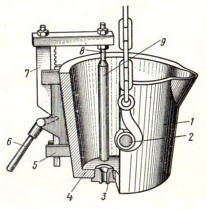
Готовую сталь выпускают из печи в подогретый сталеразливочный ковш (рис. 3). Стальной кожух 1 ковша имеет две цапфы 2, при Рис. 3. Ковш для разливки стали
помощи которых ковш захватывается крюком мостового крана. Внутри ковш имеет огнеупорную футеровку 4 из шамотного кирпича. В дно ковша встроен стакан 3 с отверстием для выпуска металла. Отверстие в стакане закрывается огнеупорной пробкой, укреплённой на железном стержне 8 стопора 9. Подъём и опускание стопора производится вручную при помощи рычага 7 и связанных с ним устройств 5 и 6.
Из ковша сталь разливают по чугунным изложницам для получения слитков.
В зависимости от вида полученных слитков изложницы могут иметь квадратное, круглое, прямоугольное или другое сечение. Высота изложниц должна быть в пять-шесть раз больше их поперечного размера.
В сталеплавильных цехах отливают слитки массой от 100 кг до 100 т. Наиболее широко используют слитки массой 5 ― 8 т, направляемые в прокатные цехи.
Реферат опубликован: 17/01/2009