Страница: 4/6
Фасонные отливки отличаются от слитков возможностью развития в них не одной а нескольких усадочных раковин. Действительно, в том случае, иногда отливка состоит из нескольких массивных частей, соединенных между собой сравнительно тонкими стенками, эти стенки, успеют затвердеть раньше, чем произойдет кристаллизация в массивных частях, и для каждой отдельной массивной части окажется справедливой та схема, которая была рассмотрена применительно к слитку. Внутри каждой массивной части окажется своя собственная усадочная раковина. Пример фасонной отливки, в которой должны образоваться две усадочных раковины, дан на рис. 4.
Естественно, что отливка с усадочной раковиной в сечении в большинстве случаев непригодна к употреблению, так как её прочность и некоторые другие служебные качества (например, герметичность) резко снижаются. Поэтому при изготовлении отливок стремятся вывести усадочную раковину в специальный дополнительный объем,. который добавляют к рабочему телу отливки, изменяя таким образом ее конфигурацию. Этот объем, называемый прибылью, затем отрезают. На рис.5,а дана простейшая цилиндрическая отливка (слиток) с прибылью, на рис. 5,б – фасонная отливка с двумя прибылями
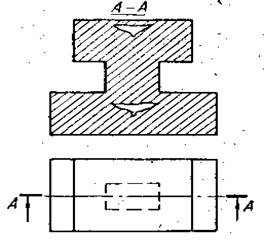 | 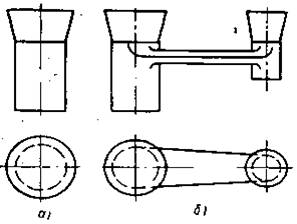 | ||
Рис. 4 Отливка с двумя усадочными раковинами. Рис. 5 отливки: а- с одной прибылью, б – с двумя прибылями.
Усадочная раковина располагается во внутренней части прибыли, занимая лишь часть ее объема, поэтому для устройства прибылей на отливках необходимо затратить дополнительное количество жидкого сплава. Отрезанные прибыли затем переплавляют, что помимо дополнительных денежных затрат приводит к ухудшению качества шихтовых материалов. Последнее обстоятельство требует пояснения.
Прибыль должна быть сконструирована таким образом, чтобы жидкий сплав сохранялся в ней более продолжительное время, чем требуется на затвердевание рабочей части отливки, так как только при соблюдении этого условия жидкость из прибыли сможет впитаться в продолжающую кристаллизоваться двухфазную область основного тела отливки и компенсировать происходящую там усадку. В соответствии с принятой в литейных цехах терминологией говорят, что прибыль должна обеспечивать питание сплава, затвердевающего в отливке. Вследствие того, что сплав находится в прибыли в жидком состоянии продолжительное время, активные примеси в нем могут дезактивироваться и кристаллическая структура сплава в прибыли окажется крупнозернистой. При переплавке прибылей через непродолжительное время после их отрезки новые отливки могут наследовать эту неблагоприятную структуру.
Таким образом, экономические и технические соображения заставляют стремиться к уменьшению числа и размеров прибылей.
Число прибылей на фасонной отливке можно уменьшить, если воспрепятствовать затвердеванию тонких стенок между массивными частями отливки или ускорить кристаллизацию одной из этих частей с тем, чтобы она затвердевала первой и питалась (т. е. получала жидкий сплав для компенсации усадки) от тонкой стенки, а затем затвердевала тонкая стенка, питаясь от второй массивной части, и лишь потом происходила бы кристаллизация в этой второй массивной части. При таком порядке затвердевания можно поставить прибыль только у второй массивной части, затвердевающей последней, и вывести в эту прибыль усадочную раковину. Нужной последовательности затвердевания различных частей отливки можно достигнуть разными путями: правильным выбором места подвода горячего жидкого металла к полости формы, простановкой холодильников, т. е. металлических вставок, которые на отдельных участках поверхности формы заменяют формовочную смесь, правильным выбором толщины этих холодильников и т.д. Технологические приемы, обеспечивающие затвердевание отдельных частей отливки в заданной последовательности, рассматривают в курсе «Теория и технология литейной формы». Следует стремиться к последовательному затвердеванию сплава от одного из ее краев в направлении к прибыли или, если это необходимо, к нескольким прибылям, число которых должно быть минимальным. Направленное затвердевание отливки целесообразно осуществлять снизу вверх, так как кроме капиллярных сил, вызывающих впитывание
жидкости из прибыли в затвердевающую отливку, этому впитыванию будет содействовать сила тяжести сплава.
Целесообразно не только уменьшение числа, но и размеров прибылей. При определенной величине усадочной раковины это равнозначно увеличению относительного объема, занимаемого раковиной внутри прибыли, и уменьшению количества металла, по- ступающего затем на переплав. Размеры прибылей можно уменьшить за счет выбора их оптимальной конфигурации, в частности, прибылям часто придают форму усеченного конуса, обращенного большим основанием кверху. Относительный объем. раковины в прибыли (т. е. отношение объема раковины к объему прибыли увеличивается при уменьшении толщины затвердевших стенок прибыли, отделяющих раковину от формы. Это обуславливает целесообразность мер, направленных к тому, чтобы отвод теплоты. от стенок прибыли к форме был минимальным. В практике применяют подогрев части формы, образующей прибыли, в частности, эту часть формы делают иногда из так называемых экзотермических формовочных смесей, содержащих вещества, которые при высоких температурах способны химически реагировать между собой и выделять при этом дополнительное количество теплоты. Часто на практике в прибыль дополнительно заливают жидкий сплав (через некоторое время после заполнения формы). Дополнительную заливку производят в момент, когда корка на верхней поверхности прибыли еще тонка или ее вообще нет и уровень жидкого сплава в прибыли вследствие усадки уже понизился. Дополнительная заливка повышает температуру сплава, находящегося в прибыли.
Реферат опубликован: 11/11/2006